欢迎来到高密市盛宝特机械制造有限公司网站!

 13053636818
13053636818




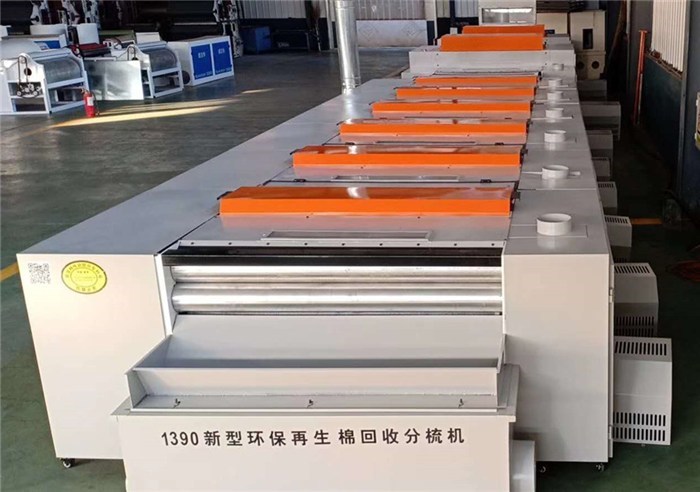
开松机自调匀整
(一)自调匀整的工艺原理
自调匀整装暨嘉根据喂入或输出棉条定量的偏差(与古玩定值的差值),通过改变喂入或输出罗拉速度的办法。相应的自动调整牵伸倍数。以便使纺出的惊条定量保持稳定符合要求,并能改善棉条不同片段的重量不匀率。
(二)自调匀些装置的型式和组成
1、自调匀整装置的型式根据自调匀整装置的检测和控制的前后关系,一般分为三种回路型式即开环、闭环和混合环。
(1)开环:检测位置在匀整牵伸区的输入处,控制位置在匀整牵伸区的输出处。如果沿产品运动方向将俭测点与控制点连接起来,不能成为一个封问的环状,因此称'开环'。
(2)闭环:检测位置在匀牵伸区的输出处,控制位置在输入处,如果沿产品运动方向,将检测点与控制点连接起来,即形成一个封闭的环状系统.因此称'闭环'
(3)混合环:混合环是开环与闭环的、形式。它将快速反应的开环系统与中、低速反应的闭环系统有机结合起来,在控制机构上叠加两方面检测到的讯号,,使输出棉条的短、中、片段的均匀度得到改锋。









开松机圈条机构
棉纺中梳棉机、开松机的棉条制品,一般都通过圈条穗,使棉条呈摆线轨迹存放在锦条简中。因2-32为A187A型梳棉机的回条机构示意图。棉条经小压辘2压缩后,穿过圈条盘的斜管3而进入条简4,按一定形状存放于筒中。回条盘作等速回转,自斜管中输出的棉条在空间的绝盛宝特对轨迹呈圆形。但由于圈条金与棉条简之间有一偏心距e,而条筒作等速回转,故棉条在条简内的相对轨迹曼摆线形,在条筒中央形成一气孔。当条简尺寸一定时,如改变偏心距e值的大小,圈条形状就有小圈条(圈条轨迹直径小子棉条简半径)和大圈条(圈条轨迹直径大于锦条简半径)之分。
圈条机构的设计,应满足下列工艺要求:
(1)圈条成形正常,即条简内气孔能在全部高度内贯通,固的层次分明,相邻两圈棉条挨紧排列而不重叠,棉条在下i草工序中能顺利引出。图:放外圃.齐,靠条简边缘处不出现过大的空隙。
(2)锦条卷装革量大,减少换筒次敛,提高劳动生产率。

开松机切口和弹簧的织针
美国4068500提出了一种结构独特的新型舌针。这种舌针是由钢带制成的,针籽横截面积为矩形。开松机针抒上可以有一个或几个针踵,同时针抨两侧均开有切口。切口的形状可以是因弧形、矩形、梯形或平行四边形等,其弧皮、角度可以根据需要而定。在针姐两指针杆处开有学回形切口。在集近针钩的一个针踵的下方装有弹簧盛宝特片,在日图7-20中(1)、(3)、(4)、(5)、(6)所示。若织针仅有一个针踵在计尾处,弹簧盛宝特片就装在第近针钩的针杆无切口处。如图7-20(2)的所示。该弹簧盛宝特片的一绵19a(离针钩远的一瑞)是平的,因寇在针杆上,其余部分19b是弧形,收尾部分第近针钩,且是一个自由瑞,如囱7-20门的所示。


扫一扫手机网站








 在线客服
在线客服 13053636818
13053636818 1033424483@qq.com
1033424483@qq.com